
ワークの内径面は、本機のエアー軸からの気体膜で支持されます。 |
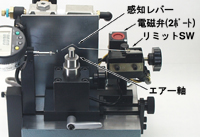
▲ エアー軸周辺 |
▲ 両センタとテーパーピンによる方法 |
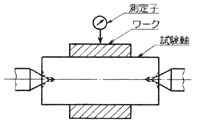
両センタとテーパピンの振れ測定法では、ピンの当たり傷の影響などもあり精度を高めるのは困難でした。 |
▲ エアー軸(1) |
▲ エアー軸(2) |
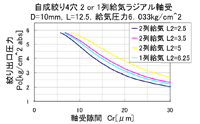
▲ 軸受特性シュミレーション例 |


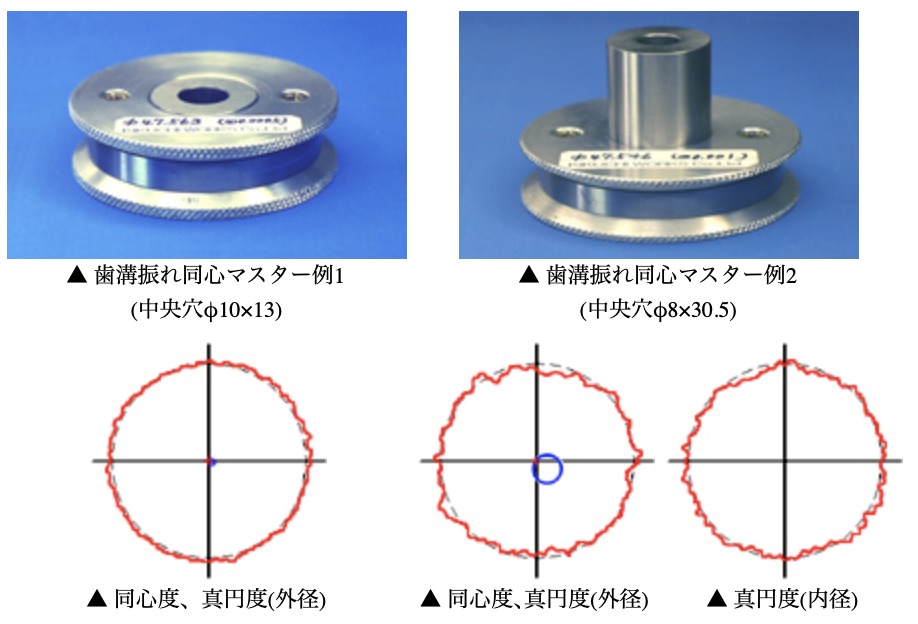
歯車の歯溝振れ測定にも適しています。 |
▲ ゼロ合わせ(振れと径のマスター) |  ▲ 歯溝振れ測定(白の樹脂歯車) |

・軸ホルダにエアー軸を取付 | 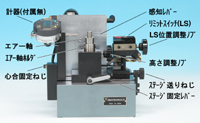 ▲ 各部説明図(正面) | 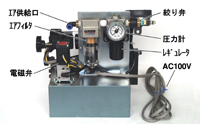 ▲ 各部説明図(裏面) |
ワークの内径面は、本機のエアー軸からの気体膜で支持されます。 |
▲ エアー軸周辺 |
▲ 両センタとテーパーピンによる方法 |
両センタとテーパピンの振れ測定法では、ピンの当たり傷の影響などもあり精度を高めるのは困難でした。 |
▲ エアー軸(1) |
▲ エアー軸(2) |
▲ 軸受特性シュミレーション例 |
歯車の歯溝振れ測定にも適しています。 |
▲ ゼロ合わせ(振れと径のマスター) | ▲ 歯溝振れ測定(白の樹脂歯車) |
・軸ホルダにエアー軸を取付 | ▲ 各部説明図(正面) | ▲ 各部説明図(裏面) |